Servicios unión de troqueles
unión de troqueles es el proceso de unir un troquel al sustrato/paquete. La selección del material y proceso óptimo para la fijación de la matriz se basa en una serie de aspectos, entre los que se incluyen los requisitos térmicos, los requisitos eléctricos y la estabilidad mecánica.
Soldado del adaptador
Alter Technology (anteriormente Optocap), tiene experiencia con una amplia gama de materiales de soldadura, incluyendo soldaduras blandas y duras, soldaduras sin plomo, soldaduras eutécticas y soldaduras para operar en un amplio rango de temperaturas.
Este conocimiento es fundamental para ayudar a nuestros clientes a tomar las decisiones correctas sobre la selección del material de soldadura para su producto.
Para muchos dispositivos Opto, MEMS o sensores, los flujos pueden plantear problemas de fiabilidad con la contaminación de las regiones activas sensibles de estos dispositivos. Como resultado, muchos de los procesos de unión de soldadura en Optocap se basan en un proceso de soldadura sin fundente que utiliza preformas de soldadura o sustratos preestañados con procesos de Reflujo de Vacío subsiguientes, o reflujo utilizando Etapas de Calor Pulsado con gas de reducción o de cobertura para evitar la oxidación.
Para utilizar un proceso de soldadura, los componentes requieren una superficie metálica compatible. Alter Technlogy UK puede proporcionar información sobre los acabados superficiales adecuados.
Las pastas de soldadura se imprimen en serigrafía sobre sustratos en patrones definidos por plantillas diseñadas a medida. Los componentes se recogen y se colocan en la pasta de soldadura y se refluyen mediante procesos convencionales de reflujo IR.
Alter Technology UK tiene experiencia con una amplia gama de materiales de soldadura, incluyendo soldaduras blandas y duras, soldaduras sin plomo, soldaduras eutécticas y soldaduras para operar en un amplio rango de temperaturas.


Para muchas aplicaciones, incluyendo la fijación de diodos láser o de troqueles HB-LED, se requiere una buena interfaz libre de vacíos. El control de los parámetros de proceso, como la fuerza descendente y los perfiles de reflujo, es crucial para lograr una unión sin vacíos. Cuando es apropiado, Optocap utiliza su capacidad de rayos X Micro-Focus para evaluar el nivel de vacío en la unión soldada y la capacidad de corte de la matriz para evaluar la resistencia mecánica de la unión. Todos los procesos de fijación de los troqueles son inspeccionados y probados de acuerdo con la norma MIL-STD, o mayor si el cliente lo requiere.
La experiencia y la capacidad de Alter Technology UK en la adhesión de troqueles reducirá el riesgo y reducirá el tiempo de comercialización de sus requisitos de adhesión de troqueles, así como proporcionar una opción de fabricación rentable.
Epoxy Die Attach
Alter Technology UK tiene un amplio conocimiento sobre las propiedades reológicas, térmicas, eléctricas y de curado de una amplia gama de materiales epoxídicos.
Este conocimiento es crítico para apoyar a nuestros clientes en la toma de decisiones correctas en la selección de epoxi para su producto.
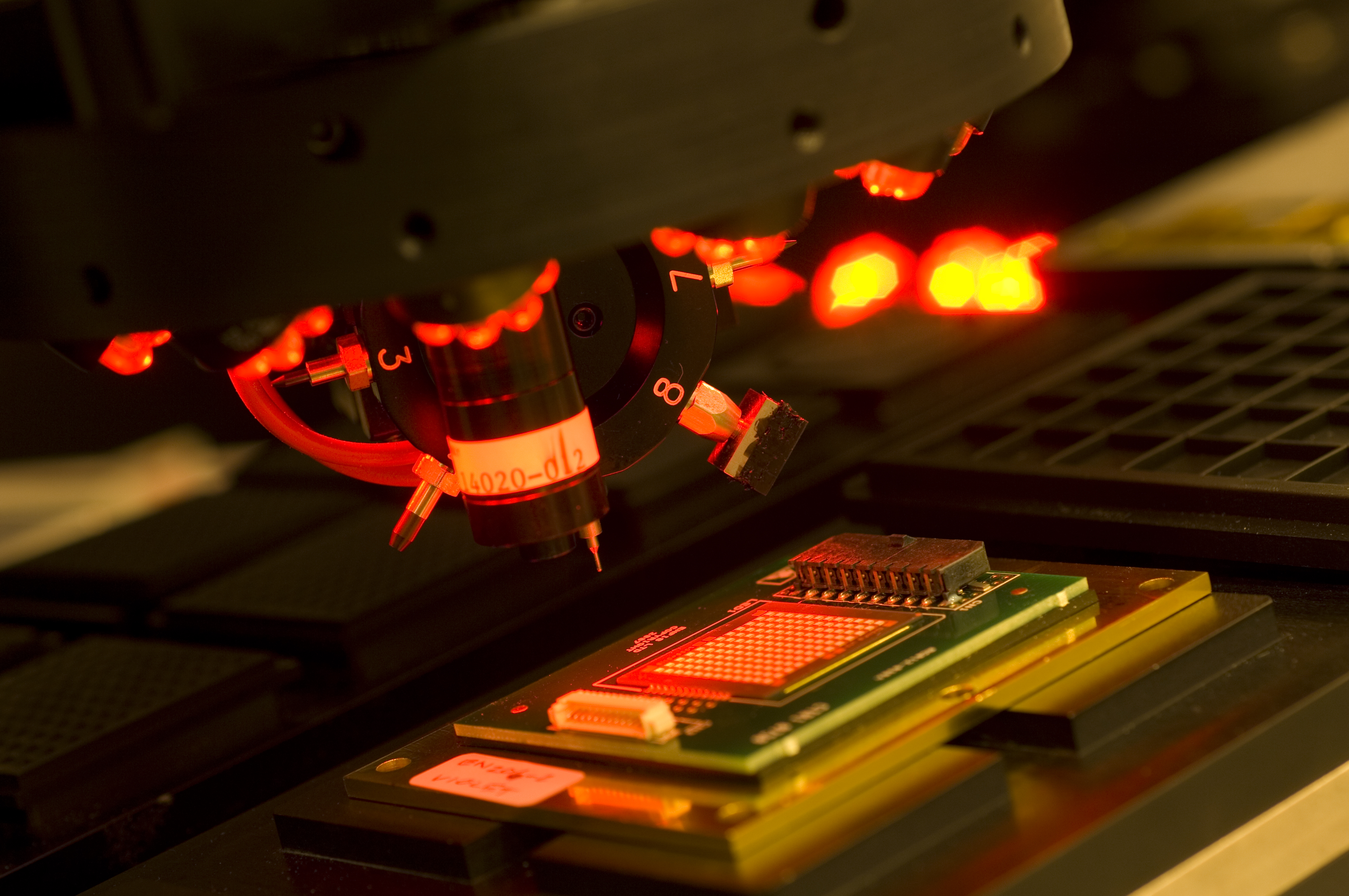
La fabricación de muchos dispositivos microelectrónicos y optoelectrónicos requiere el control preciso del proceso epoxídico. Las líneas de unión deben tener una forma y un grosor específicos para garantizar unas buenas propiedades térmicas. El exprimido del epoxi debe ser controlado para prevenir el cortocircuito o el puenteo. La cobertura total del epoxi sin vaciar es importante para el rendimiento térmico y para minimizar las tensiones. Alter Technology UK utiliza dispensadores de fluidos automatizados y pegadores de troqueles automatizados para desarrollar un proceso de alto rendimiento y automatizado, al tiempo que se cumplen los estrictos requisitos de montaje descritos anteriormente.
Cuando es necesario fijar pequeños componentes o cuando muchos componentes necesitan ser fijados en proximidad unos de otros, entonces es necesario utilizar puntos muy pequeños de epoxi para evitar el cortocircuito. Alter Technology UK utiliza técnicas de estampación o embadurnado de epoxi, en las que un pin transfiere una cantidad controlada de epoxi de un depósito de epoxi a un paquete o sustrato para proporcionar tamaños de puntos de epoxi del orden de 100 micras.
Para dispensar líneas de epoxi o líneas para un área de llenado, entonces el epoxi de una jeringa se dispensa utilizando una bomba. Las bombas de tiempo/presión o de desplazamiento positivo pueden utilizarse para proporcionar un volumen y un patrón epoxídico consistente.
También existe la opción de serigrafiar el epoxi, pero esto se utiliza con poca frecuencia en el ensamblaje de microelectrónica. Alter Technology UK también tiene experiencia en los procesos de fijación de epoxi utilizando películas de epoxi.
Alter Technology UK trabaja en estrecha colaboración con nuestros clientes para seleccionar los materiales y procesos óptimos para su aplicación. La experiencia y la capacidad de Alter Technology UK en la adhesión de troqueles reducirá el riesgo y el tiempo de comercialización de sus requisitos de adhesión de troqueles, así como proporcionar una opción de fabricación rentable.
- Image Sensor Assembly - 1st febrero 2019
- Pick and Place - 27th noviembre 2018
- Servicios unión de troqueles - 26th noviembre 2018